












































































































































技術(shù)中心2025-07-05
在鏜孔加工中,排屑斷屑問(wèn)題往往是大家比較頭疼的問(wèn)題之一,鏜刀選擇的合理與否,除了直接影響到加工效率和加工精度,也會(huì)對(duì)排屑有較大影響。往往出現(xiàn)排屑斷屑問(wèn)題大家會(huì)在刀片槽型、加工參數(shù)上想辦法,其實(shí)刀柄自身也可以提供較好的解決方案。
一、粗鏜
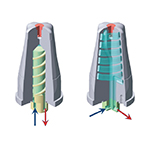
1、通孔、盲孔時(shí):通孔時(shí),排鐵屑比較暢通,一般優(yōu)先考慮剛性問(wèn)題,選擇直徑偏大的刀柄較好,不容易出現(xiàn)振刀,可以有效提高加工效率和質(zhì)量。

盲孔時(shí),若刀桿與孔壁間隙過(guò)小,會(huì)導(dǎo)致因排屑不通暢,進(jìn)而引發(fā)易卡屑,刀片崩損、振刀、光潔度差等問(wèn)題,十分影響加工效率、成本、質(zhì)量。這種情況寧可犧牲一些剛性也需優(yōu)先考慮排鐵屑問(wèn)題。選擇直徑更小的刀桿加工,可增大排屑空間,對(duì)應(yīng)排屑導(dǎo)致的問(wèn)題。(如上圖右)。
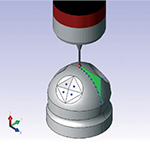
2. 段差切削和平衡切削:通常使用平衡切削,可以高進(jìn)給加工,效率高。

(平衡切削) (段差切削)
當(dāng)遇到加工的余量較大、底孔偏心、斷屑不好等這些情況時(shí),可選擇段差切削(上圖右):增大容屑排屑空間的同時(shí),有效解決分兩刀鏜的問(wèn)題,節(jié)省了刀具費(fèi)用,大幅提升效率。
二、精鏜
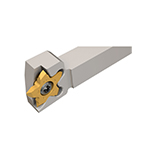
精鏜刀的選型時(shí)同樣也要考慮剛性和排鐵屑空間問(wèn)題。
精鏜刀的選型時(shí)同樣也要考慮剛性和排鐵屑空間問(wèn)題。

上圖中,同一個(gè)孔有三種方案選擇,排鐵屑不暢的情況也可以選擇相對(duì)小一號(hào)的刀桿配合大一號(hào)的刀片座,確保精加工時(shí)有足夠的排屑空間,提高孔加工的精度及穩(wěn)定性。
以上是常見(jiàn)的解決排屑問(wèn)題的方案之一,由于不同品牌的鏜刀其產(chǎn)品系列豐富程度不同,對(duì)應(yīng)問(wèn)題解決方案的可選余地也不同,供大家參考。在實(shí)際應(yīng)用上,需對(duì)加工內(nèi)容、工件材質(zhì)、產(chǎn)品要求、加工效率、綜合成本等全盤(pán)考慮,選擇適合自己的方案。
以上是常見(jiàn)的解決排屑問(wèn)題的方案之一,由于不同品牌的鏜刀其產(chǎn)品系列豐富程度不同,對(duì)應(yīng)問(wèn)題解決方案的可選余地也不同,供大家參考。在實(shí)際應(yīng)用上,需對(duì)加工內(nèi)容、工件材質(zhì)、產(chǎn)品要求、加工效率、綜合成本等全盤(pán)考慮,選擇適合自己的方案。






